-
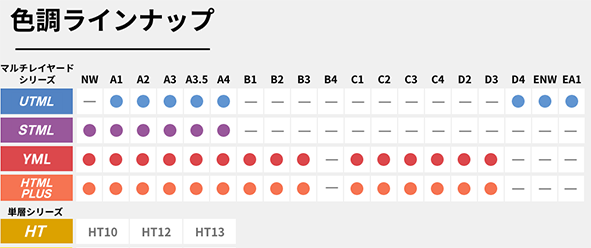
各シリーズの違いを教えて下さい。各シリーズは、異なる透光性、機械的特性を有しています。
UTML : シリーズの中で最も高い透光性を有し、前歯クラウンやラミネートベニアの作製に適し、ステインを併用することで、多彩な色調表現が可能です。
STML:透光性と機械的特性のバランスのとれたシリーズです。幅広い症例に対し安定した色調表現が可能です。
HTML PLUS:最も強度が高いシリーズです。滑らかなグラデーションはそのままに、ロングスパンブリッジまで対応する強度を有しています。
YML : 異なる色調、透光性、機械的強度を有するジルコニア原料を積層したシリーズです。1 枚のディスクで、 透光性を必要とする前歯修復物から、強度を必要とするロングスパンブリッジまでの幅広い症例に対応できます。
HT : 陶材焼付に適した単色ジルコニアです。審美性の高い 陶材焼付ジルコニア修復物を製作できます。 -
結晶構造を教えて下さい。HTML PLUS(HT含む)は正方晶が多く、STML、UTMLでは立方晶が多くなります。
YMLはボディ層に正方晶が多く、エナメル層に向かっていくにつれて立方晶が多くなります。 -
各シリーズの推奨・適用用途を教えてください。各シリーズの推奨用途は以下になります。


- UTML:前歯・臼歯クラウン、3本ブリッジ(前歯、小臼歯のみ)までの症例に適します。
- STML:前歯・臼歯クラウン、3本ブリッジまでの症例に適します。
- YML:前歯・臼歯クラウンから4本ブリッジ以上の症例にも対応します。
- HTML PLUS:4本ブリッジ以上の強度を必要とする症例に適します。
ご使用に際しましては、製品の添付文書を必ずお読みください。


-
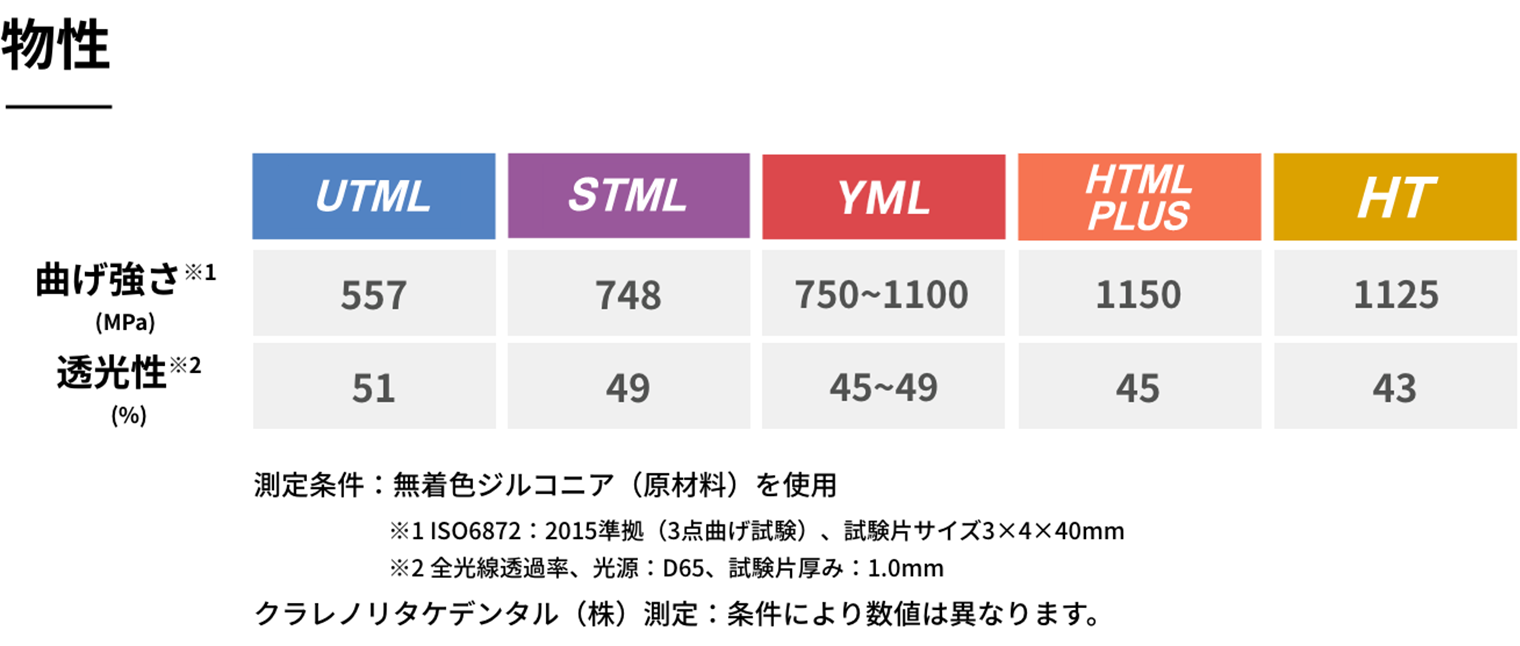
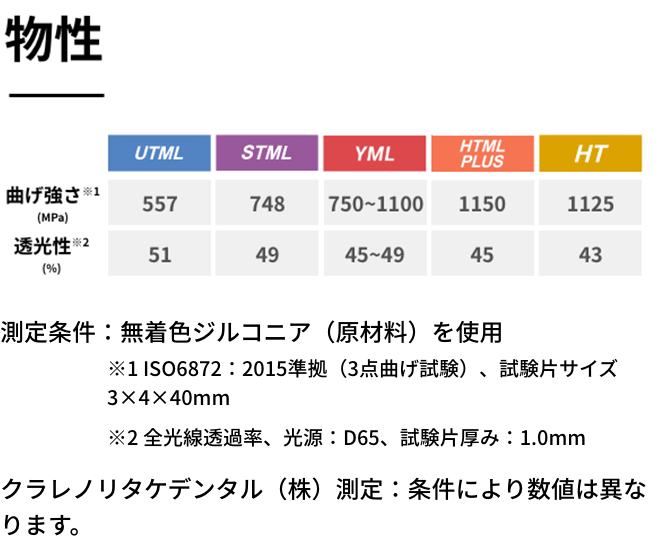
各シリーズの特性の違いを教えてください。各シリーズは下記の機械的特性、透光性を有します。
-
UTML、STMLはなぜ透光性が高いのですか?ガラスセラミックが配合されていますか?ガラスセラミックは配合されていません。ジルコニアディスクをジルコニア粉体から独自に開発することで高い透光性を付与しています。
-
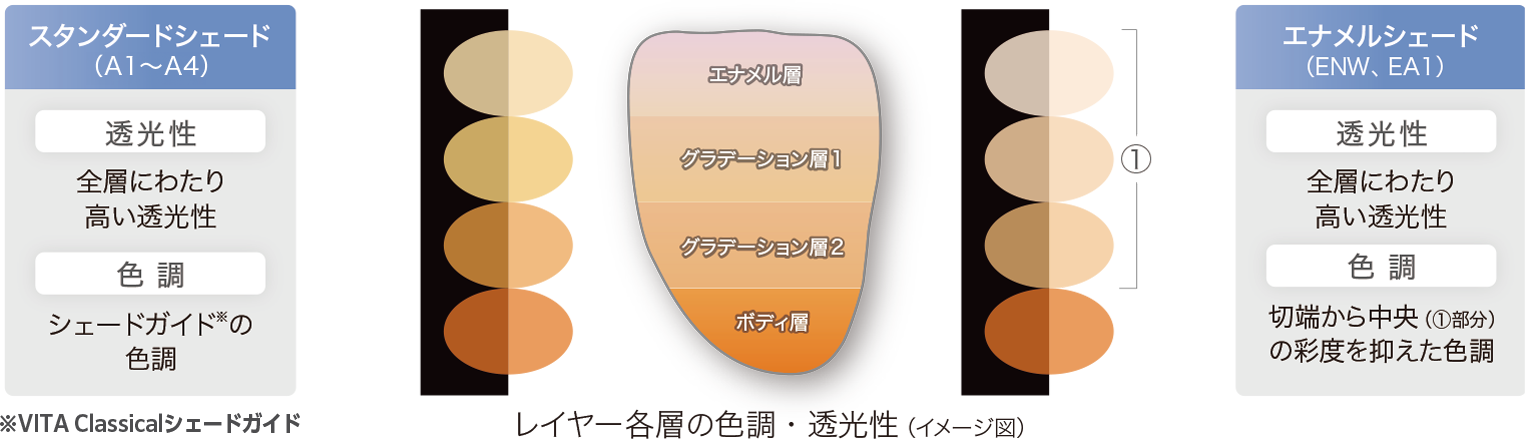
UTMLの色調設定は?UTMLには「スタンダードシェード」、「エナメルシェード」の2タイプがあり、どちらも全層にわたり高い透光性を有しています。
「エナメルシェード」は、上層の彩度が抑えられており、切端部のステイニングにより透明感を際立たせることができる自由度の高いシェードです。
-
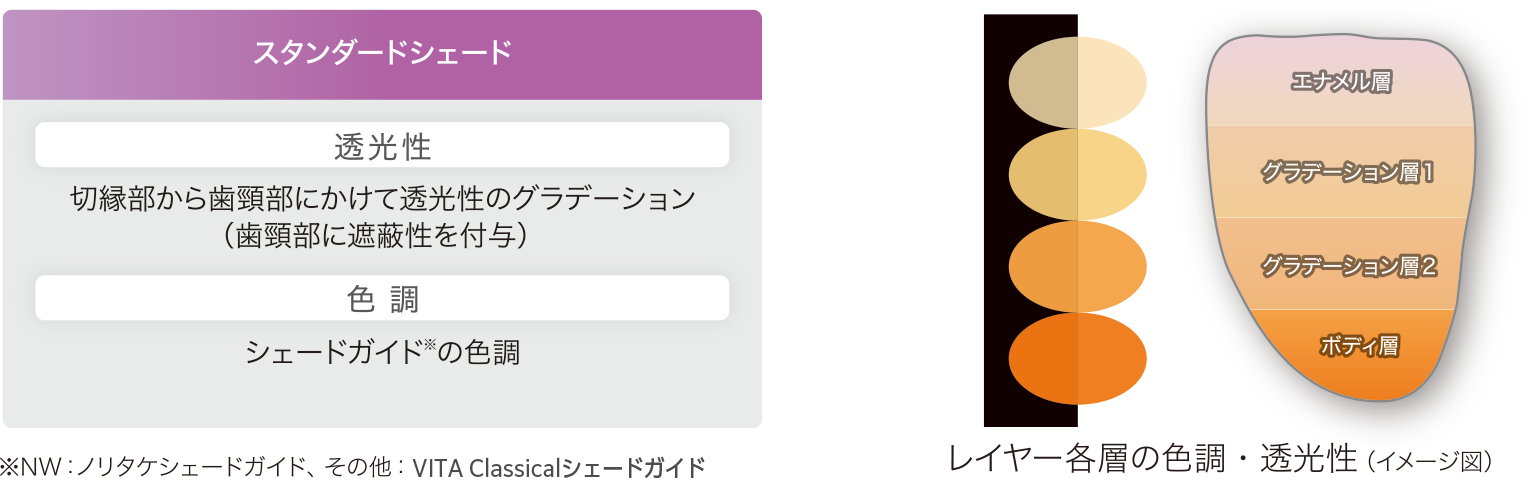
STMLの色調設定は?STMLは、色調のみならず、透光性のグラデーション(歯頚部に遮蔽性を付与)を有し、UTMLよりも広い支台歯の色調をカバーできます。
-
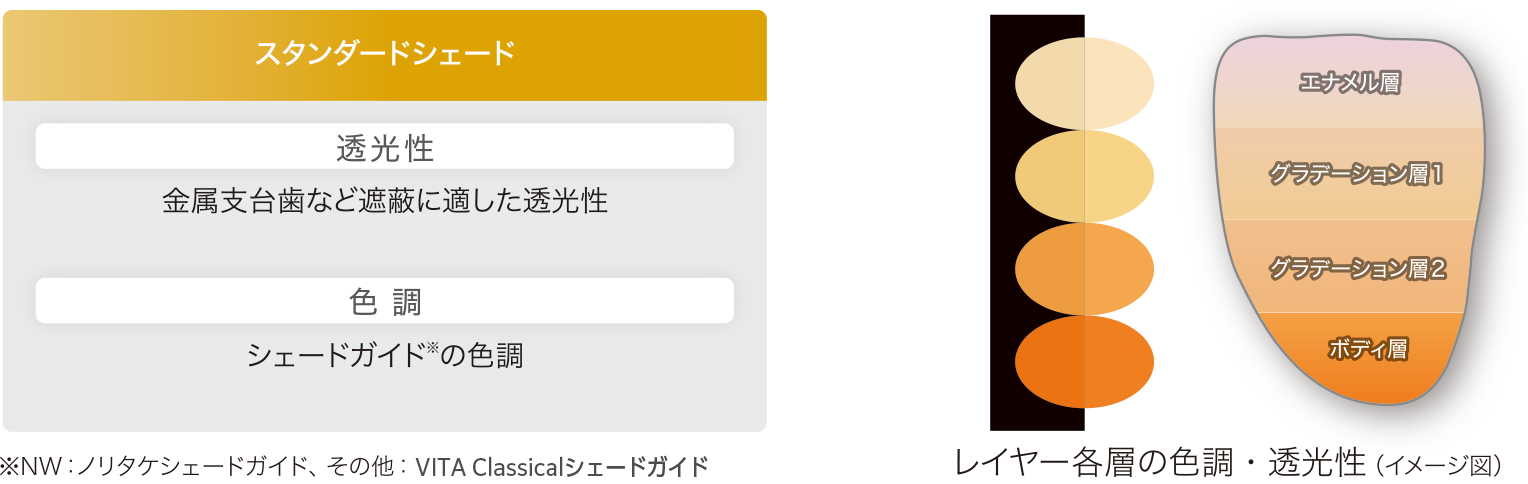
HTML PLUSの色調設定は?HTML PLUSは、金属支台歯など遮蔽に適した透光性を有します。
-
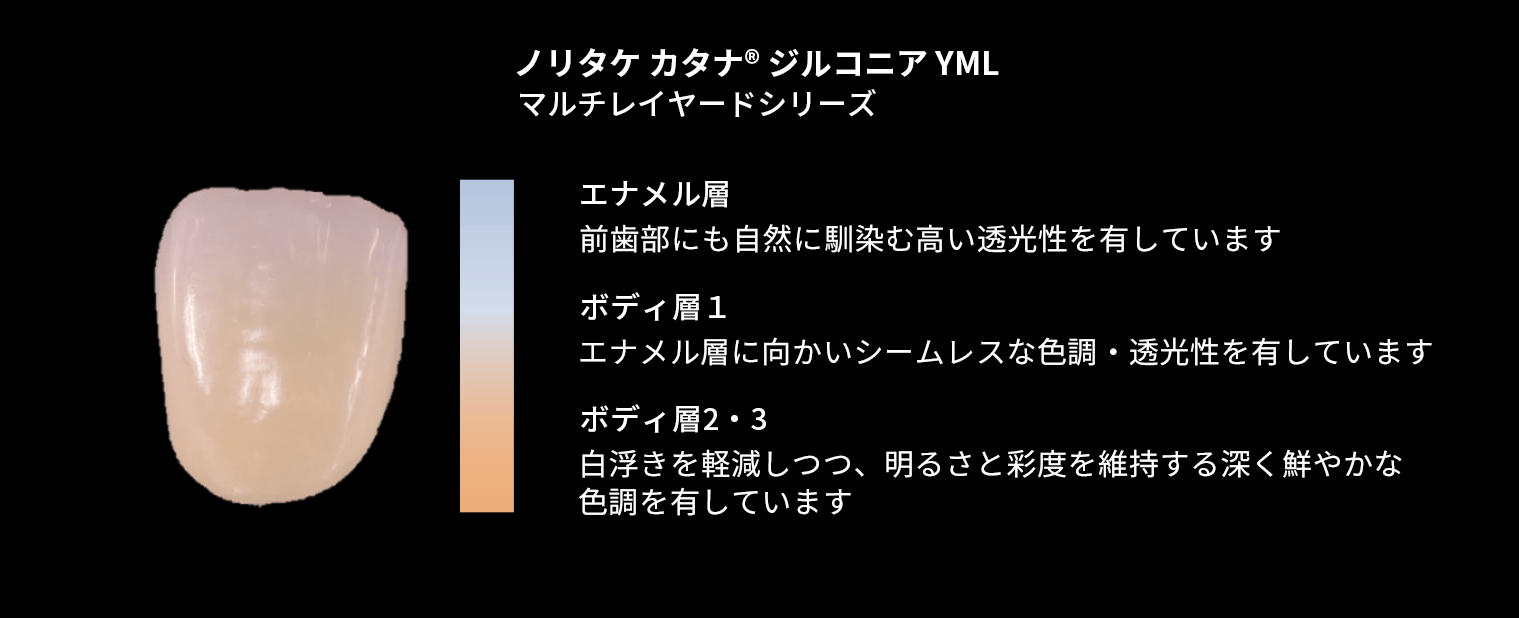
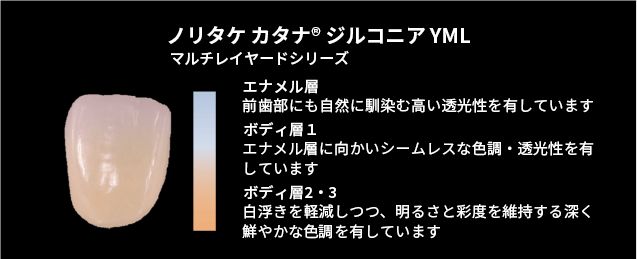
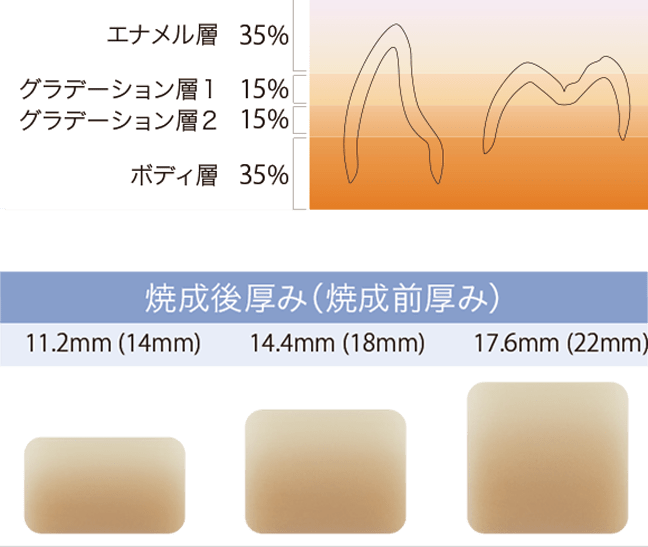
YMLの色調設定は?高い透光性を有するエナメル層と、明るく生命感あふれ口腔内で調和するよう色調設定されたボディ層とが、境目のない滑らかなグラデーションを有しています。
-
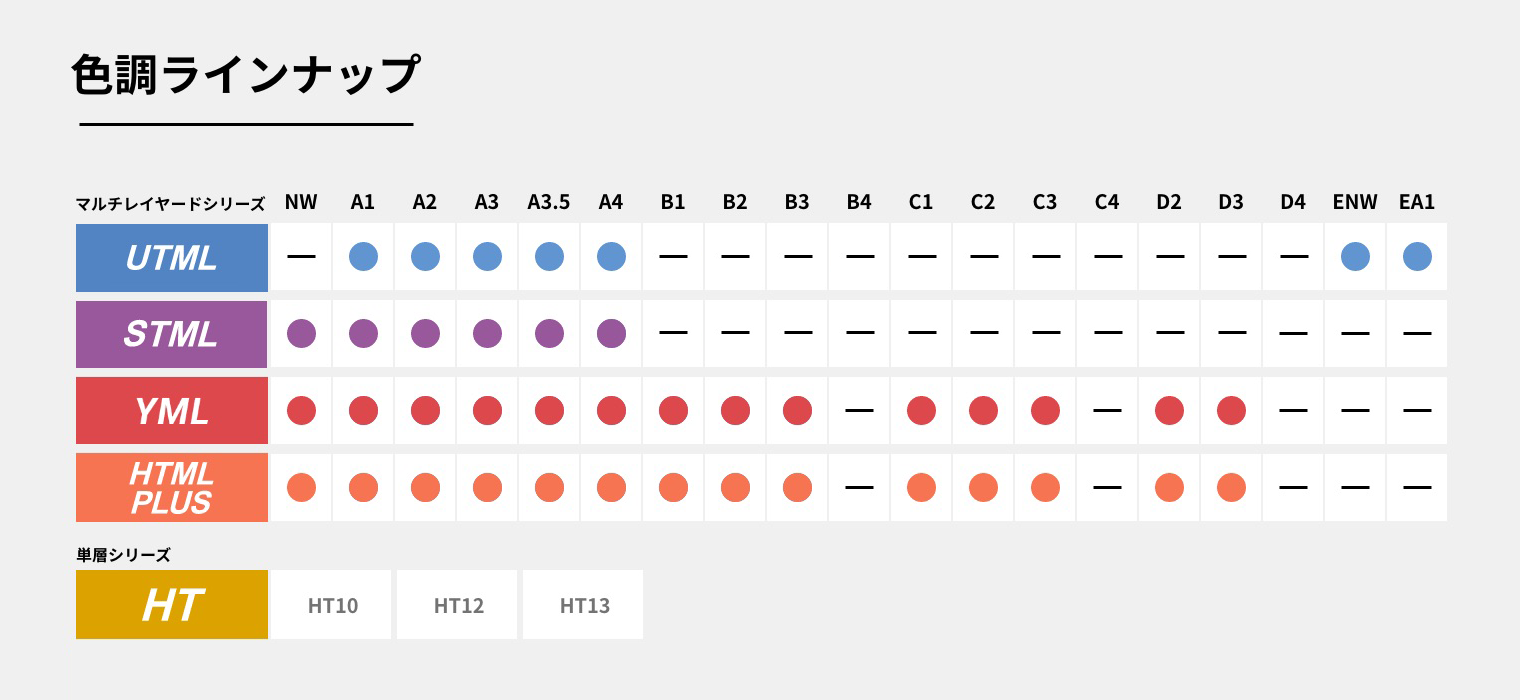
各シリーズの色調構成は?UTML 7シェード、STML 6シェード、YML 14シェード、HTML PLUS 14シェード、HT 3シェードです。
-
各シリーズの形状は?直径98.5mmの円盤形状でプラスティックリングが付いています。歯冠長に合わせ最適なディスク厚みを選択してください。


-
CAD/CAM装置へのセッティングの際、ディスクの裏表はどのように見分けますか?咬合面のイラストが印字されている面が上層(エナメル層)になります。
-
臨床ケースによってグラデーションのかかり方を調整することは可能ですか?CAMソフト上で上下の位置関係を調整することでグラデーションのかかり方を変更することができます。

-
湿式加工機で切削は可能ですか?推奨していません。湿式加工機を使用すると所定の透光性が出ない可能性があります。
-
焼成後、表面に白点が生じました。原因は何でしょうか?焼成前の修復物が汚染されると白点、白濁の原因となります。
手指の油分、エアーから排出される油分、シリコンポイントやスキャニングスプレーの残渣などが要因として考えられるため、修復物に汚れが付着しないよう十分ご注意ください。 -
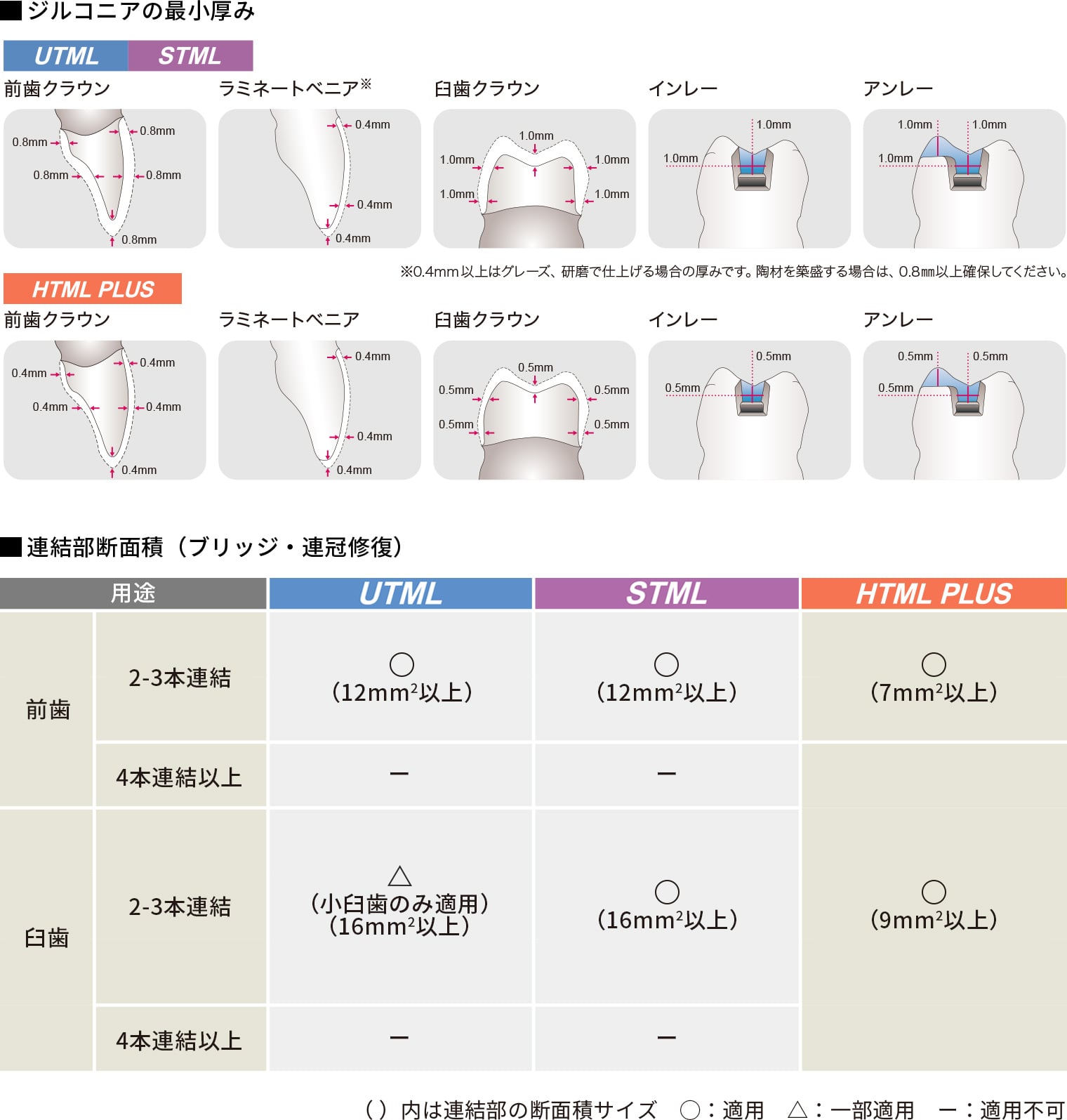
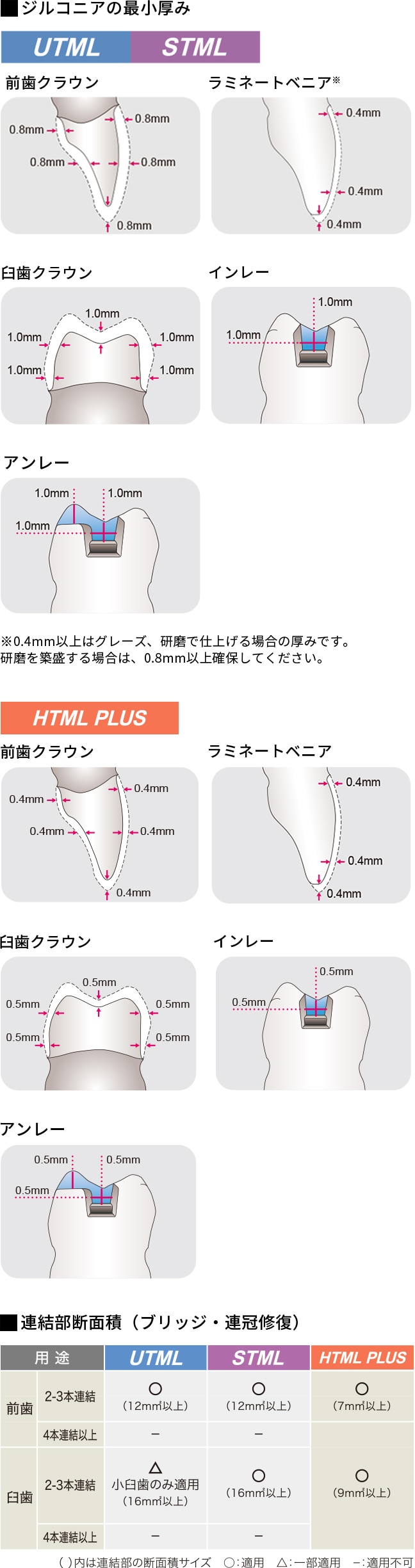
UTML、STML、HTML PLUSを使用する際の修復物のデザイン時の注意は?UTML、STMLの場合、前歯で0.8mm以上、臼歯で1.0mm以上の厚みを必ず確保してください。カットバックを行う場合についても最小の厚みが確保されていることを確認してください。HTML PLUSの場合、前歯で0.4mm以上、臼歯で0.5mm以上の厚みを確保してください。
またUTMLでは前歯3本連結(小臼歯を含む)まで、STMLでは臼歯3本連結までとし、前歯ブリッジ製作時の連結部断面積は最低12mm2以上、臼歯ブリッジでは16 mm2以上を厳守してください。HTML PLUSは、ロングスパンブリッジ(4本連結以上)に対応でき連結部サイズは、前臼歯とも最低9mm2以上を確保してください。
-
YMLを使用する際の修復物のデザイン時の注意は?下記に示すジルコニアの最小厚みを確保しながら修復物をデザインします。

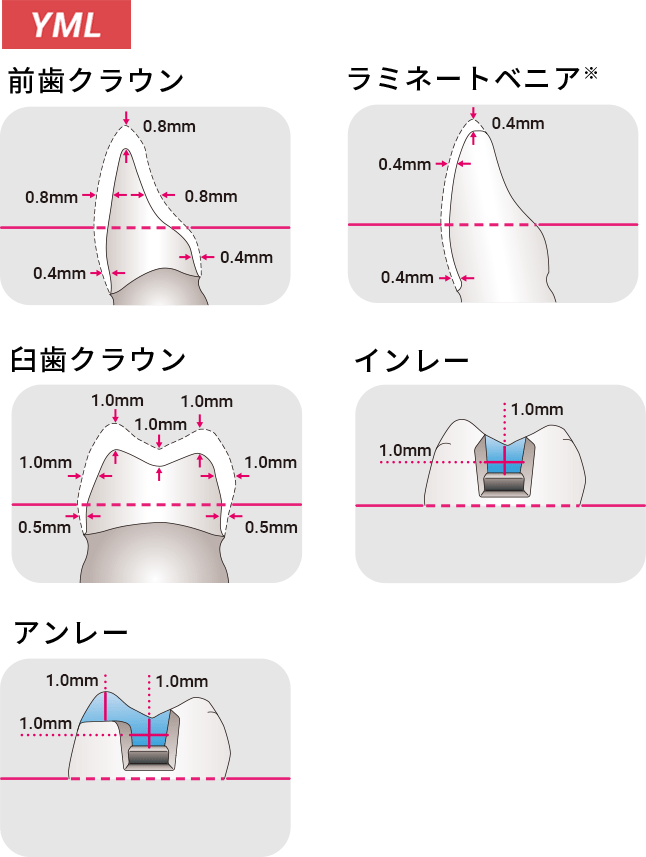
- 上記に示す最小厚みは、フルジルコニア修復物を製作する場合の厚みとなります。築盛する陶材の厚みは含まないジルコニアの厚みです。
- フルジルコニア修復物、陶材築盛用フレームとも、前歯部 0.4mm、臼歯部 0.5mmの厚みは、ディスクの下半分に位置する場合の厚みです。
- ラミネートベニアにおいて、陶材を築盛する場合には、ディスクの上半分に位置するフレームの厚みは0.8mm以上確保してください。


- 3本連冠以下
-
連結部断面積はすべてのレイヤー層に設定可能です。
ポンティック数は1歯までです。延長ポンティックを含むブリッジには使用しないでください。
- 4本連冠以上
-
最低50%以上連結部断面積がディスク下半分に入るように設定してください。
ポンティック数は2歯までとし、2歯のポンティックが連続する場合はポンテイック間の連結断面積を12mm2以上としてください。また延長ポンティック数は1歯までとし、連結断面積を12mm2以上としてください。
-
「ノリタケ カタナ®︎ ジルコニア」の焼成スケジュールは?UTML、STML、YML、HTML PLUSは90分焼成、通常焼成とも同じ焼成スケジュールで焼成が可能です。
90分焼成※
工程 昇降温速度 焼成温度(℃) 保持時間 1 50℃ / 分 室温 ➡︎ 1400℃ ー 2 4℃ / 分 1400℃ ➡︎ 1500℃ ー 3 10℃ / 分 1500℃ ➡︎ 1560℃ ー 4 ー 1560℃ 16分 5 -50℃ / 分 1560℃ ➡︎ 室温 ー 7時間焼成
工程 昇降温速度 焼成温度(℃) 保持時間 1 10℃ / 分 室温 ➡︎ 1550℃ ー 2 ー 1550℃ 2時間 3 -10℃ / 分 1550℃ ➡︎ 室温 ー 90分焼成※
工程 昇降温速度 焼成温度(℃) 保持時間 1 35℃ / 分 室温 ➡︎ 1515℃ ー 2 ー 1515℃ 30分 3 -45℃ / 分 1515℃ ➡︎ 室温 ー 7時間焼成
800℃で取出した場合工程 昇降温速度 焼成温度(℃) 保持時間 1 10℃ / 分 室温 ➡︎ 1500℃ ー 2 ー 1500℃ 2時間 3 -10℃ / 分 1500℃ ➡︎ 室温 ー -
-
90分焼成後の取り出し時の注意事項は?修復物の破損を防ぐため、800℃で取り出し後、室温に戻るまで必ずセラミックファイバー性の焼成台(トレー)(例:ノリタケポーセレンマット)に置き徐冷してください。
-
使用可能な焼成炉は?焼成炉の焼成最高温度が1550℃に達さない場合は使用できないのですか?所定の焼成スケジュールを使用していない場合は十分な透光性および発色が得られません。またその他のトラブルの原因になるため焼成条件を守ってご使用ください。
-
焼成後の修復物の取扱い時の注意点は?STML、UTMLは他シリーズよりも機械的特性に劣るため、適合調整、形態修正の際には過度の力を加えず、注水下又は補綴物を濡らした状態でダイヤモンドバーやダイヤモンド粒子を含むシリコンポイント等で作業をしてください。またブリッジ連結部やマメロン構造部等に鋭利な切込みを入れないでください。
-
仕上げの方法は?仕上げの方法として、グレーズのみで仕上げる方法、ステインを併用する方法、陶材を表層に薄く築盛する方法があります。下記の製品が併用可能です。なおそれぞれの製品を混用はしないでください。
グレーズ(ジルコニアへの直接塗布)- セラビアン®ZR FCペーストステイン Clear Glaze、Glaze
- セラビアン®ZR エクスターナルステイン E Glaze
- セラビアン®ZRプレスLF エクスターナルステイン Glaze
ステイン(ジルコニアへの直接塗布)- セラビアン®ZR FCペーストステイン
- セラビアン®ZR エクスターナルステイン
- セラビアン®ZRプレスLF エクスターナルステイン
陶材- セラビアン®ZR
- セラビアン®ZRプレスLF
-
研磨仕上げは可能ですか?可能です。「パールサーフェス®︎」Zを使用することで容易にツヤを出すことが出来ます。
※マルチレイヤードジルコニアの色調は、グレーズ仕上げを前提で設定されております。
研磨のみで仕上げる場合は目標シェードよりも暗くなるため、目標シェードより明るいシェードを選択してください。 -
他社のカラーリングリキッドは使用できますか?推奨していません。ご使用いただいた場合、期待する透光性や色調が得られないためです。しかし、カタナジルコニアHT10についてはカラーリングリキッドの使用が可能です。
-
口腔内での咬合調整は可能ですか?可能です。咬合調整後に十分な研磨を行ってください。
-
YMLの ”オール-イン-ワン”とは具体的にどのような意味ですか?"オール-イン-ワン"とは、1枚のディスクで様々な症例に対応できるという意味です。独自に開発したジルコニア原料と更なる改良を加えた製造方法により、優れた機械的特性と透光性の両特性を併せ持つことを実現した製品です。
"オールインワンソリューション"である「ノリタケ カタナ®ジルコニア」 YMLを使えば、透光性を必要とする前歯修復物から、強度を必要とするロングスパンブリッジまで幅広い症例に対応できます。 -
なぜ「ノリタケ カタナ®ジルコニア」は透光性や特性を損なうことなく、
短時間焼成が可能なのですか?「ノリタケ カタナ®ジルコニア」のために独自に開発したジルコニア原料と製造方法により、短時間焼成を可能としています。 -
「ノリタケ カタナ®ジルコニア」の焼成スケジュールは他社のジルコニアと同じですか?各製造メーカーにより異なります。「ノリタケ カタナ® ジルコニア」シリーズでは、YML、UTML、STML、HTML PLUS(HTは除く)は同じ焼成スケジュールです。90分焼成の場合は1560°C、また、7時間焼成の場合は1550°Cとなります。必ず焼成スケジュール表に従い焼成してください。




